1H413000工业机电工程安装技术—— 1H413010机械设备安装技术
时间:2022-09-01 05:00:00
1H413010机械设备安装技术
P62 一、设备基础类型及验收要求
1.设备基础类型
| 分类方式 | 基础种类 |
|---|---|
| 材料组成 | 素混凝土基础、钢筋混凝土基础、垫层基础 |
| 埋置深度 | 浅基础(扩展基础、联合基础、独立基础) 深基础(桩基础、沉井基础) |
| 结构形式 | 大块基础、箱基础、框架基础 |
| 使用功能 | 减振基础、绝缘层基础 |
2.设备基础验收
1)设备基础验收内容
设备安装前,应处理设备基础预埋地脚螺栓的混凝土强度、基础位置、标高、几何尺寸、外观质量等进行验收。
2)设备基础混凝土强度验收要求
①基础施工单位应当提供设备基础设施质量证明文件,主要检验验收混凝土配合比、混凝土养护及混凝土强度是否符合设计要求;
②如果您对设备基础的强度有疑问,请具有检测资质的工程检测单位对基础强度进行检测复测;
③应做好重要的设备基础预压强度试验,预压合格并有详细记录预压沉降。如大型锻造设备、汽轮发电机组、大型油罐等。
3)设备基础外观质量验收要求
4)预埋地脚螺栓的验收要求
①预埋地脚螺栓中心距础的中心距、标高和长度中心距离应符合设计或规范的要求根和顶沿纵横两个方向在顶部测量标高。
②安装膨胀锚地脚螺栓的基础混凝土强度不得小于10MPa,膨锚地脚螺栓不得用于基础混凝土或钢筋混凝土有裂缝的部位;
【2011】对4000t压机基础还应提供哪些证明文件和详细记录?
【2014】地脚螺栓孔应检查验收哪些内容?
答:地脚螺栓孔应检查验收中心线的位置、深度和孔壁的垂直度;地脚螺栓孔是否有裂缝,是否接触基础内的钢筋埋管等。
P64 二、机械设备安装一般程序
施工准备→开箱检查设备→基础测量放线→基础检查验收→垫铁设置→设备吊装到位→设备安装调整→固定和灌浆设备→清洁和组装设备部件→加油润滑和设备→设备试运转→工程验收。
**【2015】**三联供机组到位后,试运行前还有哪些安装步骤?
【2019】根据A公司编制的施工程序,分别编写压缩机固定灌浆,氢管吹洗紧前工序和紧后工序。
P68 三、机械设备典型部件安装
1.装配螺纹连接件
常用的螺纹连接紧固方法:固定力矩法、测量伸长法、液压伸长法、加热伸长法。
2.装配过盈配合件
一般采用压入装配、低温冷装配、加热装配,主要用于安装现场加热装配法。
【2017二建】常用于预紧力要求的螺纹连接紧固方法有哪几种?
3.齿轮装配要求
1)用0.05mm塞尺检查齿轮基准面端面与轴肩或定位套端面基准端面与轴的垂直度应满足传动要求;
2)用压铅法检查齿轮啮合间隙,沿齿宽方向均匀放置至少2根导线,导线直径不得超过间隙的3倍,导线长度不得小于5个齿距;
3)用着色法检查传动齿轮啮合的接触点,并满足以下要求:
①将颜色涂在小齿轮上,在轻微制动下,用小齿轮驱动大齿轮,使大齿轮旋转3~4转;
②圆柱齿轮与涡轮的接触点应趋于齿侧面中部;圆锥齿轮的接触点应趋于齿侧中部靠近小端;齿顶和齿端边缘不应有接触;
③可逆转的齿轮副,齿的两面均应检查。
4)圆柱齿轮副的轴向错位应符合以下规定:
齿宽B≤100mm时,轴向错位≤5%·B;
齿宽B>100mm时,轴向错位≤5mm;
4.联轴器的装配要求
装配联轴器时两轴径向位移,两轴倾斜,端面间隙测量方法应满足以下要求:
1)暂时连接两个半联轴器,在圆周上绘制对准线或安装专用工具。测量工具可以用塞尺测量 专用工具测量、百分表 测量专用工具;
【提示】先连起来
2)两个半联轴器一起旋转,每转90°测量一次,记录5个位置的径向位移测量值和同一直径两端的轴向测量值。
【提示】转动测量
注:在测量端面间隙时,在测量端面间隙之前,应对两轴的轴向施加适当的推力,消除轴向运动的间隙。
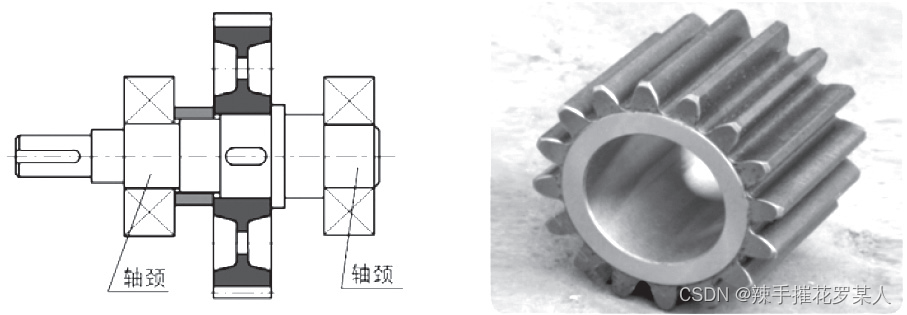
1)滑动轴承的装配要求
①瓦背与轴承座孔的接触要求、上下轴瓦中分面的接合、轴瓦内孔与轴颈的接触点,应符合随机技术文件的规定,厚壁轴瓦接触面可刮研,薄壁轴瓦不宜刮研。
②上下轴瓦接合面
厚壁轴瓦,未拧紧螺栓时,使用0.05mm塞尺从外侧检查上下轴瓦接合面,塞深不得大于接合面宽度;
薄壁轴瓦,装配后,在中分面使用0.02m检查塞尺,不要塞入。
③轴颈与轴瓦之间的间隙
侧间隙,用塞尺单侧间隙应为顶部间隙的%一;
顶间隙,用压铅法检查时,铅丝直径不得大于顶间隙的3倍。
2)滚动轴承的装配要求
①滚动轴承的装配方法包括压装法、温差法;
②采用压装法,压人力软金属棒和金属套应通过专用工具或垫在固定圈上传递,不得通过轴承的滚动体和保持架传递;
③采用温差法,轴承的温度应均匀变化,轴承的加热温度不得高于120℃,冷却温度不得低于**-80℃**;
④轴承外圈与轴承座孔对称中心线120°范围内、与轴承盖孔对称中心线90°均匀接触范围内,使用0.03mm检查塞尺时,塞尺不得插入轴承外圈宽度的1/3;
⑤轴承装配后应灵活旋转。润滑脂润滑的轴承应在轴承中?空腔内加注润滑脂;用稀油润滑的轴承,不得加注润滑脂。
P71 四、影响设备安装精度的因素
| 对安装精度的影响主要是…… | |
|---|---|
| 设备基础 | 强度、沉降、抗振性能 |
| 垫铁埋设 | 承载面积,接触质量 |
| 设备灌浆 | |
| 地脚螺栓 | 紧固力、垂直度 |
| 设备制造 | 加工精度、装配精度 |
| 测量误差 | 仪器精度、基准精度 |
| 环境因素 | 基础温度变形、设备温度变形、恶劣环境场所 |
【提示】从下至上逐个分析
【补充题目】-设备制造
1)设备制造质量达不到要求,对安装精度产生影响,且多数问题无法现场处理,因此设备出厂前的质量检验至关重要;
2)解体设备的装配精度将直接影响设备的运行质量,包括各运动部件之间的相对运动精度,配合面之间的配合精度和接触质量;
3)各运动部件之间的相对运动精度包括直线运动精度、圆周运动精度、传动精度;
【2020二建】解体安装的压缩机的装配精度包括哪些方面的精度?
【补充题目】-测量误差
1)形状误差是指被测实际要素对其理想要素的变动量,主要有直线度、平面度、圆度、圆柱度;
2)位置误差是指被测实际要素的位置对基准的变动量,主要有平行度、垂直度、倾斜度、同轴度、对称度。


